




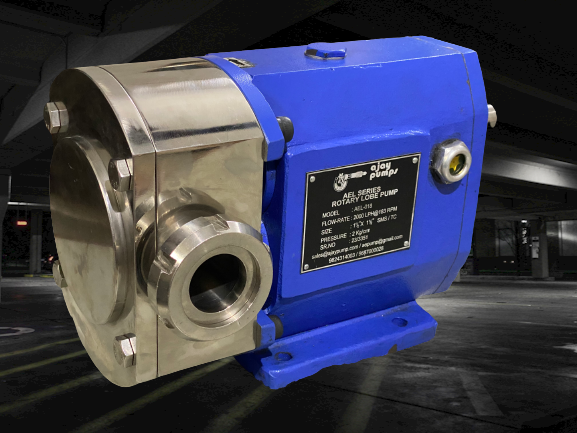
Rotary Lobe Pump
25000 INR/Unit
Product Details:
- Theory Rotary Pump
- Material SS 316
- Structure Other
- Power Electric
- Fuel Type Other
- Pressure Low Pressure
- Application Sewage
- Click to View more
X
Rotary Lobe Pump Price And Quantity
- 25000 INR/Unit
- 1 Unit
Rotary Lobe Pump Product Specifications
- Electric
- Rotary Pump
- SS 316
- Low Pressure
- Mechanical Seal
- Other
- Other
- Sewage
Rotary Lobe Pump Trade Information
- All India
Product Description
AJAY Make Tri Lobe Series Lobe Pumps are Best in Quality with Compact Design and easy Service and comes in Sizes from 1" to 4",The Advantages of Rotary Lobe Pumps:
Since the Pumps lobe do not come into contact with each other; Lobe Pumps can move solids suspended in slurries (such as cherries or olives in food processing application without product damage. the gentle pump action further minimises product degradation.
May be easily cleaned using either clean-in-place or steam in place methods, making them ideal in for hygienic processing application. Highly efficient for pumping very viscous liquids.
The fluid flow can be increased or decreased by controlling the drive speed.
If wetted rotary lobe pumps are also self-priming and can run dry for long periods of time.
Generally easy to Maintain.
Application:
Pulp & Paper Industry, Soap, Paint, Rubber, Pharmaceuticals, Alcohol, Apple Puree, Apricots, Baby Food, Batter, Biscuit Cream, Butter Fat, Caramel, Cheese Curd, Cherries, Chocolate, Chutney, Corn Syrup, Cottage Cheese, Cream, Custard, Fruid Pulp, Glycerine, Honey, Iodine Ointment, Jams, Jelly, Ketchup, Liquid Sugar, Mayonnaise, Molasses, Pastes, Peanut Btter, Pizza Toppings, Soap, Solvents, Sorbitol Syrup, Soya Sauce, Tomato Ketchup, Tomato Paste, Vaseline Etc
Enter Buying Requirement Details
Contact Us
- 903/7, G.I.D.C. Estate, Makarpura, Vadodara - 390010, Gujarat, India
- Phone : 08045801785
- Mr Ajay Chitranjan (Partner)
- Mobile : 08045801785
- sales@ajaypumps.com
AJAY ENGINEERING
GST : 24AACFA0047R1ZI
GST : 24AACFA0047R1ZI


|
AJAY ENGINEERING
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.
